|
|||||||||||||||||||||||||||||||||
一.放熱焊接模具的工藝原理
放熱焊接是通過鋁與氧化銅的化學反應(放熱反應)產生液態高溫銅液和氧化鋁的殘渣,并利用放熱反應所產生的高溫來實現高性能電氣熔接的現代焊接工藝.放熱焊接適用于銅、銅和鐵及鐵合金等同種或異種材料間的電氣連接,它無需任何外加的能源或動力.
二.工藝流程
被焊接物敷設----選擇模具-----焊接準備-----焊接物就位-------放置鋼盤---------加入反應粉末------點火器點火-----焊 接-------清潔模具
三.操作要點
1.被焊接物按照設計要求敷設到位后,在需要焊接的部位進行放熱性焊接.
2.選擇模具摸夾及工具
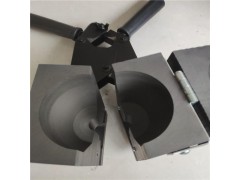
模具采用石墨制成,是一個石墨坩堝,由于石墨較脆弱,無法承受拋甩與沖擊,故不可將超出模局具銘牌所示尺寸的熔接物強行放入模具,或使用金屬物質、堅硬的工具等來清除殘渣.
放熱焊接施工節省放熱焊劑的小竅門.
1.我們應該在進行放熱焊接施工時根據工程的情況計算出需要焊接的點數,再統計出需要什么型號的放熱焊模具.
2.我們常遇到客戶經常時購買了放熱焊接的產品,施工中放熱焊劑又不夠用了,或者是引火粉,金屬隔離片不夠用的情況.其實我們只要在施工前計算好,在施工過程中保存好金屬隔離片和引火粉,(因為這些產品都很小容易在施工現場丟失的)這樣引火粉和金屬隔離片不夠用的現象就可以避免了.
3.,碰見一字型接口的,可以一包放熱焊劑和引火粉可以焊接兩個點.因為一字型的比T字型和十字型的需要的放熱焊劑要少的多,這樣就可以節省下放熱焊劑的數量從而達到節省工程成本的目的.
 您還沒有登錄,請登錄后查看詳情
您還沒有登錄,請登錄后查看詳情 發布供求信息 發布供求信息 |
 推廣企業產品 推廣企業產品 |
 建立企業商鋪 建立企業商鋪 |
 在線洽談生意 在線洽談生意 |